Stefan Kunz, Gruppenleiter Mikrofunkenerodieren Fraunhofer ICT-IMM, spricht im Interview mit der Profil-Redaktion über seine langjährigen Erfahrungen in der Mikrobearbeitung. Ein Thema, das zukunftweisend ist.
{%CAPTION%}

{%CAPTION%}
{%CAPTION%}
Bauteile mit Durchmesser von 20 bis 30 Mikrometer

{%CAPTION%}
Größe menschliches Haar 40 bis 120 Mikrometer
Wir evaluierendiese Maschinen und versuchen Probleme aufzuzeigen, um sie noch vor der Markteinführung beheben zu können.

{%CAPTION%}

{%CAPTION%}
Name des Unternehmens:
Fraunhofer ICT-IMM
Gruppenleiter Mikrofunkenerodieren
Stefan Kunz
Fraunhofer ICT-IMM
Herausforderungen bleiben nie aus. Sie bestehen darin, den Ansprüchen des Marktes gerecht zu werden und dabei immer wieder mit der aktuellen Maschinentechnik an Grenzen zu stoßen. Herausforderung heißt also, stets in Grenzbereichen zu agieren und die Maschinen den Wünschen des Marktes entsprechend weiterzuentwickeln.
Als Basis brauchen wir eine zuverlässige Maschinentechnik. Außerdem Spannmittel, qualitativ hochwertige Elektroden mit hoher Maßhaltigkeit sowie stabile Einstellparameter, damit die Maschinen über den gesamten Prozess gleichmäßige Ergebnisse liefern. Wesentlichen Einfluss hat aber auch der Bediener, der nach meiner Erfahrung 50 Prozent der Qualität ausmacht.
Selbstverständlich, doch im Rahmen von Entwicklungen können neben den Prozessen und der Wirtschaftlichkeit Fortschritte in der Humanmedizin wichtig sein. Existiert keine andere Methode und ein Bauteil wird unbedingt benötigt, treten ökonomische Faktoren in den Hintergrund.
Wir haben den Anspruch, Bohrungen kleiner als zehn Mikrometer sowie Extremtiefen zu realisieren. Darüber hinaus geht es uns darum, die Prozesszeiten zu reduzieren. Zudem muss bei extrem kleinen Bohrungen die Qualität stimmen. Erreichbar sind diese Ziele in einem Zusammenspiel aus Geräten und Komponenten. Schön wäre es, wenn die Maschinenhersteller durch Anpassungen an solche Prozesse Potenziale freilegen würden. Natürlich gibt die Physik Grenzen vor, etwa hinsichtlich der Festigkeit. Ein Problem, das sich eventuell mit neuen Materialien umgehen ließe.
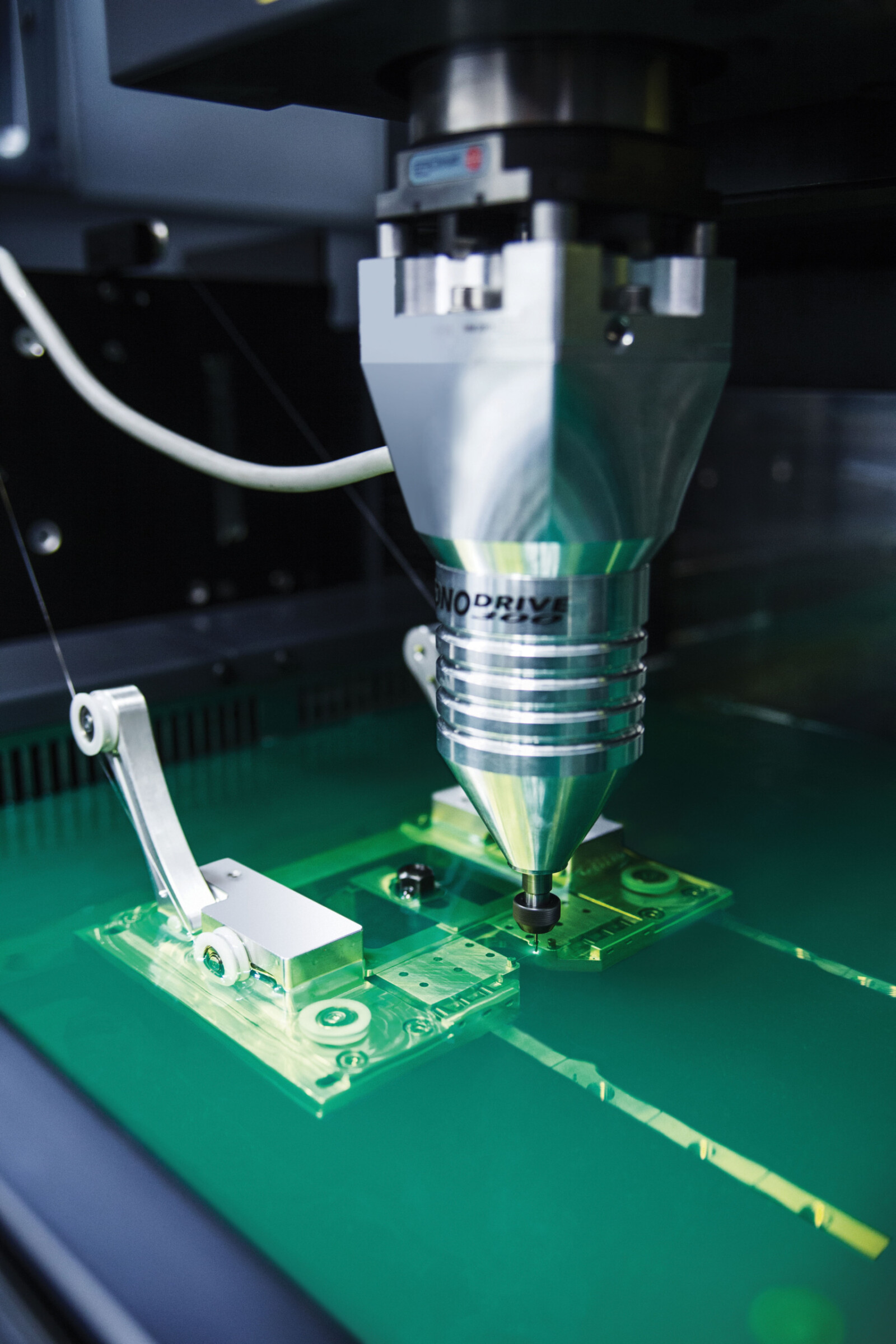
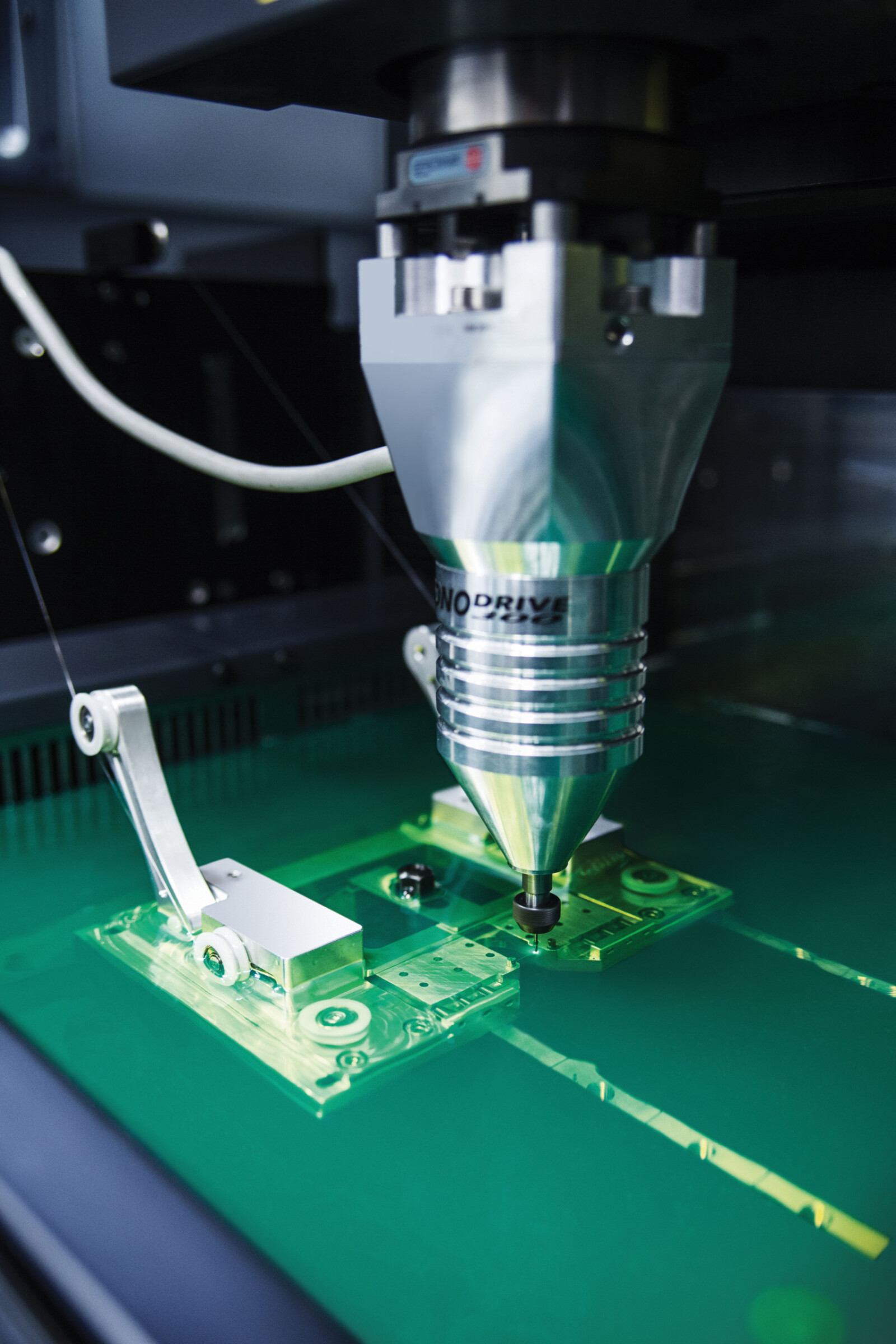
Momentan modifizieren wir Senkerodiermaschinen noch gezielter für die Mikrobearbeitung. Hierbei käme es uns entgegen, wenn Mitsubishi Electric die Generatortechnik sowie die Antriebs- und Regelungstechnik der Maschinen im Hinblick auf die Mikrobearbeitung optimieren würde. In dem Fall könnten wir, zum Beispiel in Kombination mit der Vibrationsbohrspindel Sonodrive 300, die Prozessgrenzen neu definieren.
Ein Härteprüfstift ist ein formgenauer Taster mit sehr engen Toleranzen und einer Anschrägung an der Spitze. Stellen wir Härteprüfstifte durch Funkenerosion her, können wir einen härteren Werkstoff verwenden und, anders als beim Mikroformschleifprozess, jeweils identische Ergebnisse erzielen. Insofern profitieren die Kunden davon, dass sie ihre Messgeräte, selbst wenn der Taster abbricht, nur einmal kalibrieren müssen.
Wir fertigen diesen Doppelmesstaster durch erosives Mikrodrehen an. Die Herausforderung hat darin bestanden, eine qualitativ hochwertige Spezialvorrichtung konstruieren zu müssen. Diese verfügt über zwei Messkugeln, die Klein- bis Mikrogewinde auf einer Drahterodiermaschine mit rotierender Spindel vermessen und kontrollieren. Dabei sollte nicht nur das Gewinde, sondern auch das Messmittel maßhaltig sein. Die Formgenauigkeit der Kugeln beträgt 0,98 bis 1,1 Mikrometer. Die Resultate sind reproduzierbar.
Beim erosiven Mikrodrehen rotiert das Werkstück in einer Standard-Drahterodiermaschine an einer zusätzlichen Achse, die quer zum aufgestellten Draht positioniert ist. Am Bauteil entstehen keine mechanischen Kräfte. Auf diese Weise lassen sich äußerst kleine Komponenten mit sehr eng reproduzierbaren Ergebnissen anfertigen. Der Vorteil liegt − verglichen mit spanenden Prozessen − in einer höheren Schnittqualität. Abgesehen davon kann man mit diesem Verfahren härtere Metalle bearbeiten. Selbst Hinterschnitte sind möglich, was mit spanenden Verfahren undenkbar wäre. Zumal Bauteile mit 20 bis 30 Mikrometer Durchmesser − ein menschliches Haar ist 40 bis 120 Mikrometer dick − sich nicht mehr sicher schleifen, drehen oder fräsen lassen. Wegen der eingebrachten Werkzeugkräfte brächen sie sofort ab.
Die Lösung hat im Wesentlichen aus Optimierungen der Einstellparameter sowie der gesamten Fertigungsstrategie bestanden. Sie beruht auf der Anzahl der Nachschnitte und der Abstimmungen der einzelnen Nachschnitte aufeinander im Hinblick auf die Parametrierung und den Offset.
Ein Beispiel für ihren Einsatz ist die Medizintechnik. Im klassischen Maschinenbau geht der Trend in gewissen Fällen in Richtung kleinerer Komponenten. Eine starke Verbreitung wird es dort jedoch nicht geben – aber Unternehmen, die sich auf die Fertigung von Mikroteilen spezialisieren.
Ja, wir schneiden auf einer Drahterodiermaschine von Mitsubishi Electric mit einem Drahtdurchmesser von 0,05 Millimeter. Ein Verfahren, das eine hohe Flexibilität der Maschine voraussetzt.
Bohrspindeln werden beim Mikrobohren verwendet. Die Sonodrive 300 Vibrationsspindel bietet eine hohe Präzisionsrotation und zusätzlich den Vorteil der hochfrequenten Vibration. Infolgedessen ermöglicht sie gegenüber herkömmlichen Spindeln eine Zeitersparnis von 40 bis 50 Prozent. In Versuchsreihen haben wir sogar eine verkürzte Bearbeitungszeit von bis zu 60 Prozent nachgewiesen. Außerdem erübrigt das Verfahren die Rotation der Z-Achse sowie konventionelle Bohrspindeln und es erleichtert, abgetragene Partikel aus dem Bohrloch zu entfernen. Die Sonodrive 300 ist für Anwender interessant, die mikrostrukturierte Präzisionsbauteile durch Senkerosion in hohen Stückzahlen fertigen. Wir setzen die Vibrationsspindel in der Senkerodiermaschine auch in Verbindung mit einer Drahterosionsvorrichtung ein, um Elektroden für den Mikrobereich herzustellen.
Die MicroVibe300 verfügt nur über die Vibration in der Z-Achse. Wir haben sie für schwierige Erosionsbedingungen konzipiert, wobei der Aspekt auf der frontalen Wirkfläche der Elektrode zur Einsenktiefe liegt. Mit dieser Vibrationseinheit lassen sich kleine Strukturen sehr tief einsenken. Zudem konnten wir durch den Einsatz der MicroVibe300 die Prozesszeiten halbieren – und das bei optimierten Referenzbearbeitungen.
Wir vom Fraunhofer ICT-IMM evaluieren diese Maschinen und versuchen Probleme aufzuzeigen, um sie noch vor der Markteinführung beheben zu können. Daraus resultieren auch für die Kunden von Mitsubishi Electric klare Vorteile.
Gruppenleiter Mikrofunkenerodieren
Fraunhofer ICT-IMM
Stefan Kunz, Gruppenleiter Mikrofunkenerodieren Fraunhofer ICT-IMM, spricht im Interview mit der Profil-Redaktion über seine langjährigen Erfahrungen in der Mikrobearbeitung. Ein Thema, das zukunftweisend ist.

Stefan Kunz
Felder die mit einem * markiert sind, sind Pflichtfelder.
Mitsubishi Electric Europe B.V.
Deutsche Niederlassung
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Vertrieb
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Anwendungen
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Ersatzteile
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com