
Mit innovativen Technologien und einem modernen Maschinenpark halten die beiden Geschäftsführer der Honex AG, Reto Christen und Edgar Blöchlinger, das Unternehmen auf der Erfolgsspur. Entspannt, mit einem Becher Kaffee in der einen und einem filigranen Stanzteil in der anderen Hand, erläutert Christen die Philosophie des Spezialisten für Stanz- und Biegeteile. Für ihn ist stanzen mehr als Bleche lochen. „Wir“, erläutert Christen, „können mit unseren Maschinen Konturen zaubern, können Bleche umformen, Oberflächen verändern und Blechteile komplett bearbeiten.“ Dabei sind die Stanz- und Biegeverfahren sehr schnell und effizient. Sie bieten enorm viele Möglichkeiten der Blechbearbeitung.

Externer Maschinenzugriff eröffnet neue Möglichkeiten.
Mit ihren 25 Mitarbeitern hat sich die Schweizer Honex AG nicht die Massenfertigung mit Millionenauflagen auf die Fahnen geschrieben. Als Anbieter aus einem Hochpreisland mit entsprechenden Lohn- und Sozialstandards hat sie den Fokus auf anspruchsvolle Stanz- und Biegeprodukte gelegt. „Wir konzentrieren uns auf Produkte, die ein besonderes Know-how, eine sehr hohe Fertigungsgüte und eine außerordentliche Präzision erfordern“, erklärt Christen. Dazu gehören komplexe, federharte Stanzbiegeteile ebenso wie Produkte mit fadenfeinen Stanzkanten oder Stanzteile mit besonderen Anforderungen an Genauigkeit und Materialfestigkeit wie bei Blechen mit 100 % Glattschnittanteil.

{%CAPTION%}
Fokus auf anspruchsvolle Stanz- und Biegeprodukte.
„Wir haben ein Verfahren entwickelt, mit dem wir sehr rationell Produkte nur mit Glattkante, also ganz ohne Bruchkante, stanzen können“, ergänzt der Chef. Solche Kanten sind normalerweise der Feinstanztechnik vorbehalten. Das Honex-Verfahren liefert glatte Kanten, die keiner Nachbearbeitung bedürfen, was deutliche Kostenvorteile für die Kunden mit sich bringt. Sehr geschätzt wird diese Technologie von der Textilindustrie, die besonders glatte Kanten benötigt.
{%CAPTION%}
Ein wichtiger Kunde aus diesem Bereich ist ein Schweizer Nähmaschinenspezialist. Aus Kostengründen hatte das Unternehmen vor einigen Jahren Teile der Produktion nach Thailand verlagert. Aufgrund von Qualitätsproblemen hat das Unternehmen die Fertigung von Kernprodukten jedoch wieder zurück in die Schweiz geholt. Seit einigen Jahren produziert Honex nun Teile mit sehr hohen Qualitäts- und Genauigkeitsanforderungen für den Nähmaschinenspezialisten. Dazu gehört unter anderem eine Fadenbremse mit Ebenheitsanforderungen von zwei hundertstel Millimeter über die ganze Fläche.
{%CAPTION%}
Dank innovativer Technologien zu einem Spezialisten.
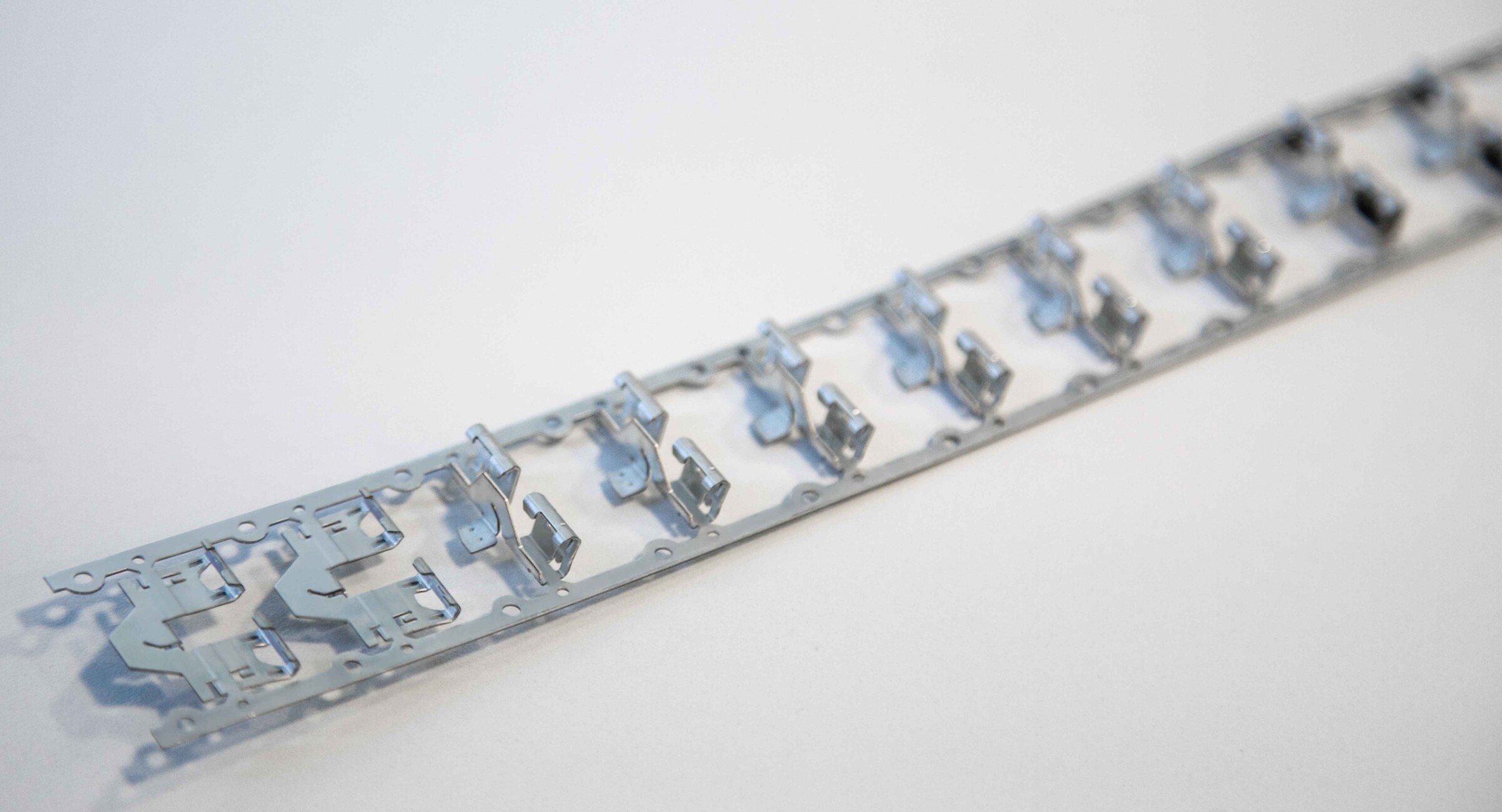
Baugruppen für die Elektroindustrie wurden bisher überwiegend schnittig gefertigt. Teile werden gestanzt und gebogen und dann maschinell oder von Hand zusammengefügt. „Mit unserem innovativen Verfahren“, erläutert Christen, „sind wir in der Lage, unseren Maschinen über drei Bänder verschiedene Materialien zuzuführen, diese mit Folgewerkzeugen zu bearbeiten und anschließend zu einem Ganzen zusammenzuführen. So fertigen wir z. B. Klemmkäfige für die Elektroindustrie.“ Dank der innovativen Technologien entwickelt sich Honex von einem Unternehmen für Stanz- und Biegetechnik zu einem Spezialisten für komplexe Umformteile und Baugruppen mit hohen Anforderungen an Funktion und Maßhaltigkeit. Materialien, bei denen viele Unternehmen passen müssen, sieht Reto Christen erst einmal als Herausforderung. Enorm harte und zum Teil auch dicke Materialien in Form zu bringen, das wecke seinen Ehrgeiz. „Wir haben ein großes Know-how in diesem Bereich aufgebaut und fangen da an, wo andere aufhören.“

{%CAPTION%}
Um den hohen Qualitätsansprüchen gerecht zu werden, fertigt Honex alle Stanzwerkzeuge in Eigenregie. Der Werkzeugbau ist zwar nicht besonders groß, arbeitet aber mit ausgewiesenen Fachleuten, die den kompletten Fertigungsprozess genau kennen. „In der Regel kommen die Kunden mit klaren Aufgabenstellungen zu uns,“ so Christen, „Honex wird frühzeitig in die Konstruktion von Produkten eingebunden, um die Teile fertigungstechnisch zu optimieren, wenn es z. B. darum geht, zwei Teile zu einem zusammenzufügen. Bei uns arbeiten auch die Entwicklung, der Werkzeugbau und die Fertigung sehr eng zusammen und werden frühzeitig in die Planungen einbezogen, sodass die gesamte Erfahrung einfließen kann. Das hat entscheidende Vorteile.“ Die Schweizer Spezialisten legen großen Wert auf einen modernen Maschinenpark, um den Kunden immer die optimale Qualität zu bieten und um rationell zu fertigen. So stand Anfang 2016 eine neue Drahterodiermaschine auf dem Investitionsplan. Wie bei allen Neuanschaffungen startete Honex auch hier mit einer genauen Marktanalyse. Es überraschte den Unternehmer nicht, dass die unter die Lupe genommenen Maschinen alle sehr leistungsfähig sind und sich in puncto Präzision und Schnittgeschwindigkeit relativ wenig unterscheiden. „Aber“, berichtet Christen, „es gibt schon einige klare Vorteile, die uns überzeugt und die Entscheidung in Richtung einer Mitsubishi MV2400R gelenkt haben.“ Punkten konnte Mitsubishi Electric vor allem mit der neuen CoreHold-Funktion und der Möglichkeit des externen Zugriffs auf die Maschine.
Von überall aus fast uneingeschränkter Zugriff auf die Maschine.
Von externen Rechnern, Tablets und Smartphones auf eine Erodiermaschine zuzugreifen und die Betriebszustände oder Störungsmeldungen auszulesen, ist heute fast Standard. „Aber einen vollen Zugriff auf die Maschine zu haben,“ weiß Reto Christen, „ist neu und ein wirklicher Vorteil, der sich rechnet.“ Ziel jedes Unternehmens ist es, die Maschinen möglichst optimal zu nutzen, idealerweise jeden Tag rund um die Uhr. Unter der Woche geben die Arbeitszeiten der Mitarbeiter den Takt an. Die Maschinen laufen während der Schicht acht Stunden. Wenn möglich werden für die Nachtstunden und Wochenenden Langläufer auf die Maschine gespannt, immer in der Hoffnung, dass keine Störungen auftreten und alles glatt läuft. Das funktioniert oft, aber nicht immer. Es sind die Kleinigkeiten, die immer wieder mal zur Unterbrechung führen.

Reto Christen Geschäftsleiter Honex AG
Wir können mit unseren Maschinen Konturen zaubern, können Bleche umformen, Oberflächen verändern und Blechteile komplett bearbeiten.
Die neue Mitsubishi-Electric-Software, die von überall aus einen fast uneingeschränkten Zugriff auf die Maschine erlaubt, unterstützt das flexible Arbeitszeitmodell von Honex.
In einem Unternehmen mit einem überschaubaren Werkzeugbau und mit festen Arbeitszeiten werden die Mitarbeiter nicht ununterbrochen gefordert. „Die Anregung für ein neues Arbeitszeitmodell kam durchaus auch von den Mitarbeitern. Zusammen haben wir vor Jahren ein flexibles Modell erarbeitet, von dem beide Seiten profitieren. Es berücksichtigt die Interessen der Mitarbeiter und die des Unternehmens gleichermaßen. Eine echte Win-win-Situation mit mehr Verantwortung und mehr Gestaltungsräumen.“ Neben ihrer Kernzeit, in der sie in der Firma präsent sein müssen, können sich die Mitarbeiter nun ihre Aufgaben und Zeiten eigenverantwortlich einteilen. Sie planen die Arbeiten in dem vorgegebenen Zeitrahmen. Das Modell beinhaltet aber auch, dass sich die Mitarbeiter in bestimmten Fällen nach der Arbeit richten müssen. Bei eiligen Aufträgen sieht es auch Arbeiten am späten Abend und am Wochenende vor.
Maschinenlaufzeit deutlich reduzieren.
Bei der MV2400R kann der Mitarbeiter von seinem iPad ablesen, welcher Fehler auftritt, und direkt in die Maschinensteuerung eingreifen und die Maschine zum nächsten Arbeitsschritt bringen. Wenn z. B. bei einer Lochbearbeitung ein Problem aufgetreten ist, bekommt der Werkzeugmacher eine Nachricht und kann mit seinem iPad die notwendigen Befehle geben, wie z. B. „Gehe zum nächsten Step“. „Bei den Mitbewerbern der Mitsubishi MV2400R, die wir verglichen haben, gab es diese Funktion nicht,“ so Christen. „Mit dieser Software müssen wir am Wochenende nur im Notfall vor Ort sein und nach dem Rechten schauen, für uns schon ein klares Plus.“

{%CAPTION%}
Platten mit vielen herauszuschneidenden Formen erforderten bisher die Anwesenheit des Werkzeugbauers über mehrere Stunden. Die Form musste bis auf einen kleinen Steg aus dem Werkstück gearbeitet werden. Der Werkzeugbauer drückte dann den Steg heraus und nahm das Metallteil aus dem Becken. „Mit der neuen Mitsubishi MV2400R können wir solche Arbeiten auch als Langläufer über Nacht oder übers Wochenende bearbeiten, ohne dass manuell eingegriffen werden muss“, freut sich Christen. Die CoreHold-Technik macht es möglich.
{%CAPTION%}
Beim Schruppen trennt die Erodiermaschine das Gut vom Abfallteil, verbindet nach dem Schnitt aber beide Teile über einen oder mehrere kleine Schweißpunkte wieder miteinander. Anschließend können die Abfallteile aus dem Werkstück entfernt und eingesammelt werden. „Ein Arbeitsgang, der in wenigen Minuten erledigt ist,“ erläutert Christen. Danach kann das Bearbeitungsprogramm weiterlaufen. Besonders bei Langläufern mit vielen Aussparungen reduziert sich die Maschinenlaufzeit dadurch deutlich. Die Anschaffung der Mitsubishi Electric MV2400R hat also nicht nur die Verfahren optimiert und zu Kosteneinsparungen geführt, sondern auch die Arbeitszeitmodelle bei Honex revolutioniert.
Name und Sitz des Unternehmens:
Honex AG
Schweiz
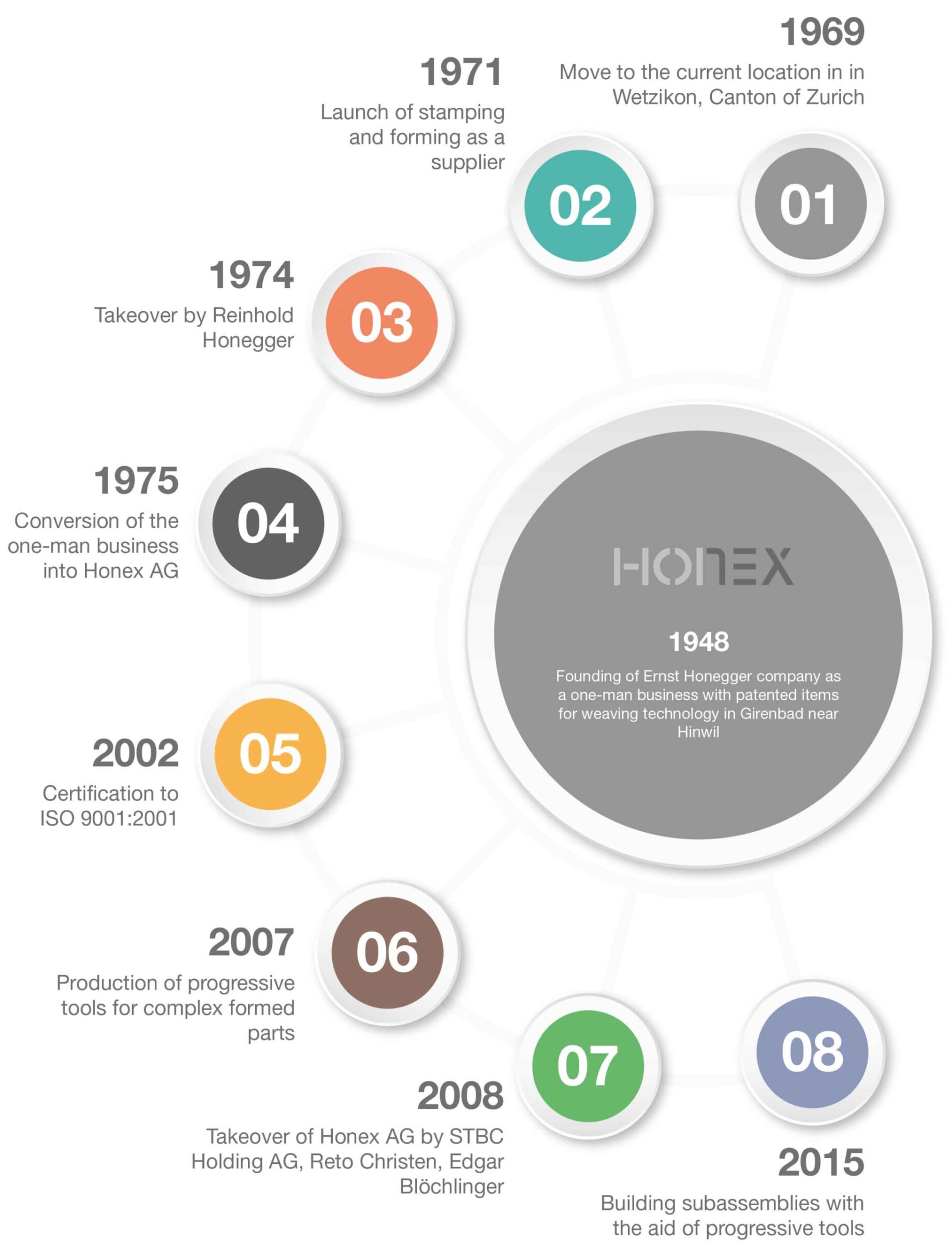
Gründungsjahr:
1948
Geschäftsführer
Edgar Blöchlinger
Reto Christen
Mitarbeiterzahl:
25
Kerngeschäft:
Herstellung von komplexen, federharten Stanzbiegeteilen, fadenfeinen Stanzkanten und Stanzteile mit besonderen Anforderungen
Honex AG
Stanzerei Umformtechnologie
Hofstrasse 88
8620 Wetzikon, Schweiz
Tel +41 43 477 40-00
Fax +41 43 477 40-01
info@honex.ch
www.honex.ch
… ein gutes persönliches Umfeld.
… Luxus.
… einem guten persönlichen Umfeld.
… … da kommt mir nichts in den Sinn, wann ich nicht richtig mit der Wahrheit umgegangen bin – manchmal lasse ich etwas aus, aber effektiv Lügen ist nicht mein Ding.
… … ich ein Ziel erreiche, auf das ich lange hingearbeitet habe. Das ist für mich schon emotional sehr bewegend.
… Ungerechtigkeiten.
… einem guten Umfeld.
… der Benzinverbrauch meines Motorrads.
Geschäftsleiter Technik/Verkauf
Honex AG

Reto Christen Geschäftsleiter Technik/Verkauf
Felder die mit einem * markiert sind, sind Pflichtfelder.
Mitsubishi Electric Europe B.V.
Deutsche Niederlassung
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Vertrieb
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Anwendungen
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Ersatzteile
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com