
Innovative Technik, gut ausgebildete Mitarbeiter und eine klare, zukunftsgewandte Unternehmensstrategie sind die Eckpfeiler, auf denen Wolfgang Stammberger sein 1995 gegründetes Unternehmen aufgebaut hat. Der gelernte Werkzeugbaumeister analysierte die Marktsituation vor der Gründung genau. „In den 1990er Jahren war in der deutschen Industrie die Meinung verbreitet, der Standort Deutschland sei zu teuer. Arbeitsintensive Branchen wie der Werkzeugbau hätten hier keine Zukunft,“ erinnert sich Stammberger. „Wenn man gesehen hat, wie in manchen Großunternehmen gearbeitet wurde, war diese Einschätzung nachvollziehbar. So konnte man auf Dauer nicht wettbewerbsfähig fertigen.“

Die Mitsubishi Electric MV4800S ist ideal für die Bearbeitung von großen Formaten.
Für Wolfgang Stammberger war der Standort Deutschland mit modernen Maschinen und einer entsprechenden Arbeitsorganisation aber sehr wohl zukunftsfähig. Heute, gut 20 Jahre nach der Gründung der Stammberger Werkzeugbau GmbH, muss man anerkennend feststellen: Seine Analyse und die daraus gezogenen Konsequenzen waren genau richtig.
Alle Leistungen aus einer Hand.
Mittlerweile zeigt sich in der ganzen Branche, dass man gut in Deutschland produzieren kann. Die meisten Firmen haben ihre Hausaufgaben gemacht. „Im Zuge der Digitalisierung, Stichwort Industrie 4.0, wird der Standort Deutschland gewinnen und noch einmal einen Schub bekommen,“ meint Stammberger. „Im Bereich der Frästechnik haben wir bereits einiges umgesetzt, aber es ist da noch viel Luft nach oben. Da muss sich die Produktivität noch einmal erhöhen, denn der Kostendruck ist nicht zu leugnen.“

{%CAPTION%}
Mit seiner Entscheidung, ein 5-Achs-Bearbeitungszentrum einzuführen, setzte sich Stammberger in der Region technologisch mit an die Spitze. „Diese Technologie schlug ein“, berichtet Stammberger, „und der Maschinenpark wuchs schnell, bis sechs CNC-Bearbeitungszentren in der Halle standen.“

Wolfgang Stammberger, Geschäftsführer bei Stammberger Werkzeugbau GmbH
„Wir sind in unserem Bereich auf jeden Fall erfolgreicher, wenn wir verschiedene Technologien beherrschen und sie dann ausgewählt oder in Kombination einsetzen.“
Die meisten Kunden sind Formenbauer und Spritzereien in der Region, die unter anderem für die Automobilindustrie große Teile fertigen. Für sie stellt Stammberger Komponenten für Werkzeuge her, repariert wenn nötig oder ergänzt und verändert Werkzeuge. „Wir decken das gesamte Programm eines Lohnfertigers ab“, beschreibt der Unternehmer das Angebotsspektrum. Im Normalfall läuft die Produktion im Zweischichtbetrieb von Montag bis Freitag. Hinzu kommen die mannlosen Schichten, in denen immer drei bis fünf Maschinen laufen.

{%CAPTION%}
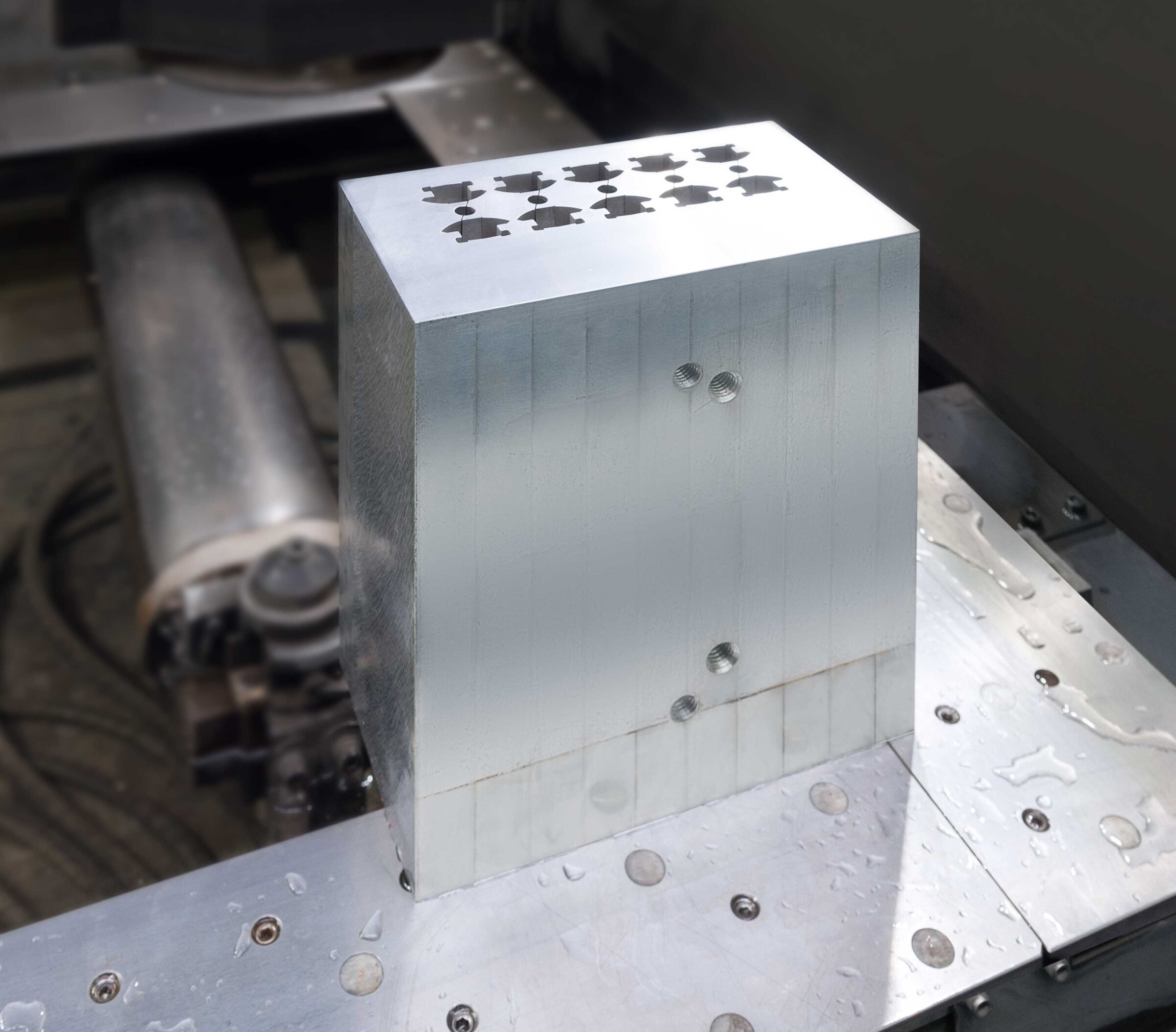
Um die Zukunftsfähigkeit seines Unternehmens zu sichern, ist für Stammberger wichtig, mehr mannlose Zeiten zu generieren. Der erste Knackpunkt ist für ihn hierbei die Prozesssicherheit. „Am Anfang haben wir uns auf das Fräsen konzentriert,“ erläutert Stammberger. „Später haben wir dann auch in die Erodiertechnik investiert, um den Kunden die Leistungen aus einer Hand zu bieten. Viele Kunden wünschen, dass die komplette Fertigung in unserem Unternehmen stattfindet. Wir haben einige Kunden, die akzeptieren keine externen Leistungen. Es geht ihnen dabei um Qualität, Termintreue und Know-how.“ Erodier- und Frästechnik: Zwei Technologien die sich bei Stammberger optimal ergänzen. „Schließlich vertrauen uns die Kunden ihr Know-how an. Aus diesem Grund gibt es in allen Bereichen der Produktion ein Fotografier- und Handyverbot.“ Ausnahmsweise durften wir dennoch ein paar Bilder machen …
{%CAPTION%}
Nach der Anschaffung der ersten Erodiermaschine hat Stammberger die Vorteile der flexiblen Bearbeitung im eigenen Haus entdeckt. Eine Kombination von Fräs- und Erodiertechnik bringt oft Qualitäts- und Kostenvorteile. „Es gibt Werkstücke, die kann man besser schneiden. Natürlich gilt das auch umgekehrt. Meistens gibt es nicht nur eine richtige Bearbeitungsstrategie. Wir sind in unserem Bereich auf jeden Fall erfolgreicher, wenn wir verschiedene Technologien beherrschen und sie dann ausgewählt oder in Kombination einsetzen,“ erklärt der Chef.
Die Vorteile der flexiblen Bearbeitung.
Bei der Einführung der Erodiermaschinen ist das Team um Wolfgang Stammberger ins kalte Wasser gesprungen. Man hatte keinerlei praktische Erfahrung mit dem Erodieren. Sie haben sich die Technologie genau angesehen und die Maschinenprogrammierung intensiv studiert. Für das Drahterodieren braucht man ein wenig mehr technologisches Know-how, dafür ist die Programmierung nicht so komplex wie die eines 5-Achs-Bearbeitungszentrums. „Daher stand für uns fest,“ so Stammberger, „wenn man 5-achsig fräsen kann, sollte man die Erodiertechnik auch in den Griff bekommen.“
Um Erfahrungen allen Mitarbeitern schnell zugänglich zu machen, wurden von Beginn an alle Arbeiten mit sämtlichen Parametern akribisch protokolliert, bewertet und danach ausgewertet. „Man braucht für diese Form der Einführung schon kompetente Mitarbeiter und auch eine gute Hotline wie die von Mitsubishi Electric. Sie ist enorm wichtig. Dort können die Mitarbeiter sich mit den Spezialisten austauschen und auch den einen oder anderen Tipp holen. Und nach einiger Zeit kennt das Team dann seine Maschine,“ erzählt Stammberger nicht ohne Stolz.
{%CAPTION%}
Im Vorfeld der Investitionsentscheidung hat sich Stammberger den Markt genau angesehen. Wichtig bei der Wahl waren neben den technischen Daten das Preis-Leistungs-Verhältnis und eine Steuerungstechnik, die zum Maschinenpark passt. Bei jeder Kaufentscheidung spielt die Wirtschaftlichkeit eine zentrale Rolle. „Vor dem Kauf haben wir Daten von Referenzkunden verglichen und gegenübergestellt,“ erklärt Stammberger. „Wir schneiden normalerweise mit dem Standard-Messingdraht. Beide Mitsubishi-Maschinen sind darauf gut abgestimmt und liefern sehr gute Ergebnisse. Wir sind sehr zufrieden mit den Mitsubishi-Anlagen“.
Ein Vorteil der Erodiertechnik ist deren Prozesssicherheit. Ist der Job gut programmiert und aufgespannt, dann läuft er mit sehr hoher Wahrscheinlichkeit auch über viele Stunden und Tage erfolgreich durch. Selbst ein Drahtbruch bereitet keine Probleme, wenn man Maschinen mit automatischer Drahteinfädelung im Einsatz hat. „Unsere 5-Achs-Maschinen,“ erklärt Stammberger, „laufen bei dem gleichen Job kürzer, sind in der Programmierung aber wesentlich aufwendiger. Hinzu kommt die Vielzahl von Werkzeugen, die während der Bearbeitung Schwierigkeiten machen können.“

{%CAPTION%}
Die erste Drahterodiermaschine bei Stammberger war eine MV4800S von Mitsubishi Electric. „Als Einstiegsmaschine schon ungewöhnlich,“ weiß Stammberger, „aber sie musste zu unserem Bearbeitungsprogramm passen. Wir arbeiten unter anderem für Spritzgießer in der Region und bieten Fräsbearbeitung für Werkstücke bis fünf Tonnen und 2000 mal 1800 Millimeter an. In dieser Bearbeitungsklasse wollten wir auch das Drahtschneiden im Angebot haben. Dabei war klar, ein Großteil der Werkstücke könnte auch auf einer kleineren Maschine laufen. Aber schon nach gut einem Jahr zeigte sich, dass wir die anfallenden Arbeiten nicht mehr mit einer Maschine erledigen konnten. Seitdem steht eine zweite Mitsubishi, eine MV1200S, in unserer Produktion.“
„Heute fertigen wir für die Entwicklungsabteilungen großer Unternehmen Erstmuster in Kunststoff, Alu und Stahl sowie Kleinserien“, erläutert Stammberger. „Für den Werkzeug- und Formenbau stellen wir alle Komponenten her, in erster Linie Fassonteile, und spezielle Finishing-Arbeiten.“

{%CAPTION%}
Zukünftig plant das Unternehmen, stärker in den Bereich Prototyping zu gehen. Dort sieht Stammberger einen interessanten Markt, in dem das Unternehmen seine Stärken hat. „Die Teile sind relativ komplex und wir können unsere Kompetenzen gut ausspielen,“ schätzt Stammberger die Situation ein. Dabei will er seine Basis, den Werkzeug- und Formenbau, nicht vernachlässigen. „Wir planen auch den Bereich der Serienfertigung zu forcieren, sodass wir größere Stückzahlen liefern können. Mit einem neuen Bearbeitungszentrum gehen wir einen ersten Schritt in Richtung Automatisierung der Fertigung,“ ergänzt der Unternehmer.
Wann schneiden und wann fräsen, diese Frage stellt sich den Werkzeugmachern jeden Tag aufs Neue. Für Wolfgang Stammberger spielen dabei folgende Überlegungen eine Rolle: Mit welchem Verfahren erreiche ich die geforderte Qualität? Und welche Bearbeitung ist wirtschaftlicher? Für einen solchen Kurzcheck nennt Stammberger drei Kriterien:
1. Beim Drahterodieren braucht man eine durchgehende Kontur.
2. Ab einer bestimmten Materialhöhe ist das Schneiden einfach günstiger.
3. Die zur Verfügung stehenden Maschinenkapazitäten gilt es zu berücksichtigen.
Formenbau
„Als Zulieferer für den Formenbau haben wir uns auf die Fertigung komplexer Formeinsätze, Schieber, Schräg-Profilauswerfer und sonstiger Komponenten spezialisiert.“
Maschinenbau
„Dank CAM, Mehrseitenbearbeitung und Messtechnik haben wir Passungen, Form- und Lagetoleranzen im Griff. Die Teile werden nach Datensatz und Zeichnung vermessen und mit Protokoll ausgeliefert.“
Prototypen
„Im Bereich Prototyping fräsen wir Erstmuster, Vorserien und Serienteile – exakt nach 3D-Daten. Für die immer komplexer werdenden Teile werden ausnahmslos 5-Achs-Zentren eingesetzt.
Nur so ist es möglich, Konstruktion bis ins Detail abzubilden. Form- und Lagetoleranzen, Achsabstände, Winkel, Flächenform … es gibt (fast) immer eine Lösung.“
Name und Sitz des Unternehmens:
Stammberger Werkzeugbau GmbH
Deutschland
Geschäftsführer:
Wolfgang Stammberger
Stammberger Werkzeugbau GmbH
Colberger Straße 11
Niederndorf
96476 Bad Rodach, Deutschland
Fon +49 (0)9564 3718
Fax +49 (0)9564 809720
www.stammberger-wzb.de
office@stammberger-wzb.de
Felder die mit einem * markiert sind, sind Pflichtfelder.
Mitsubishi Electric Europe B.V.
Deutsche Niederlassung
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Vertrieb
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Anwendungen
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Ersatzteile
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com